












乳がんの治療目的で服用している50代の主婦です。更年期になってから乳がんが起こりやすいので、皆さんもお気を付けください

左記クレジットカード、銀行振込、コンビニ決済に対応
左記クレジットカード、銀行振込、コンビニ決済に対応




更新日:2025/6/7

| 個数 | 販売価格(1錠あたり) | 販売価格(箱) | ポイント | 購入 |
|---|---|---|---|---|
| 28錠 | 330円 | 9,260円 | 277pt | |
| 56錠 | 267円 | 14,960円 | 448pt | |
| 84錠 | 243円 | 20,460円 | 613pt |






①1万円以上で送料無料
1回の注文で10,000円以上だった場合、1,000円の送料が無料となります。
まとめ買いをすると1商品あたりのコストパフォーマンスが高くなるためおすすめです。
②プライバシー守る安心梱包
外箱に当サイト名や商品名が記載されることはないため、ご家族や配達員など第三者に内容を知られることは御座いません。

③100%メーカー正規品取り扱い
当サイトの商品は100%メーカー正規品となっており、第三者機関による鑑定も行っております。
商品の破損などがあった場合は再配送などにて対応させて頂きますので、ご連絡頂ければ幸いです。

④いつでも購入可能 処方箋不要
サイト上では24時間いつでもご注文を受けております。
また、お電話によるご注文も受け付けておりますのでネットが苦手な方はお気軽にどうぞ。

⑤商品到着100%
商品発送後はお荷物の追跡状況が分かる追跡番号をご案内させて頂きます。
郵便局には保管期限がありますのでご注意ください。
・自宅配達で不在だった場合の保管期限・・・16日間前後
・郵便局留めとした場合の保管期限・・・7~30日間

⑥コンビニ決済利用可能
ご近所のコンビニにていつでもお支払可能です。
セブンイレブンに限り店舗での機械操作を必要とせず、手続き完了後に表示されるバーコードや払込票番号をレジに提示することでお支払い頂けます。

アリミデックス 1mg x 28錠
9,260円
ポイント:277pt
10,000円以上購入で送料無料
在庫あり

乳がんの治療目的で服用している50代の主婦です。更年期になってから乳がんが起こりやすいので、皆さんもお気を付けください
治療のために飲んでいますが、ちょっと副作用が気になります。私は飲むといつも吐き気を起こしてしまうのが嫌です。吐き気がひどく続くと食事の量も少なくなり、抵抗力も弱くなってしまわないか心配です。また、吐き気だけでなく頭痛もときどき発症してしまうことがあります。病院の先生とも相談しながら飲んでいますが、副作用がこのまま続くならできれば他の薬にしたいです。
更年期障害は閉経前後のホルモン分泌の低下による急激なホルモンバランスの変化によって起きます。そのため、治療薬で分泌が低下するホルモンを補うことで、ホルモンバランスを整えて更年期障害の諸症状を改善へと導くことは可能です。
治療薬を服用する期間に関しては、服用する方によって変わります。症状が治まり、治療薬の服用を辞めても症状が現れない場合は、そのまま服用しなくてもよくなるケースもありますし、数年単位で継続するような場合もあります。ただし、絶対に継続しなければならないというものではないため、医師と相談しながら継続するかの判断を行うようにしましょう。
更年期障害の改善は継続して行うことで、その効果があらわれると考えましょう。そのため、治療薬を使ってすぐに辛い症状が全て一気に改善するというケースは基本的にないと考えて問題ありません。
更年期障害の治療薬の服用によって、むくみが出やすくなって太ったように見えるケースや、太りやすくなってしまうケースがあります。ですが、これには服用する人によって個人差があるため、治療をすれば絶対に太るというわけではありません。
更年期障害の治療を行う上で、何を重視するかによっても適したものは変わってきます。がんの副作用がどうしても心配という場合には、漢方薬の方がよいといえます。ですが、医薬品は適切に服用すればそうしたリスクは最小限に抑えられますし、効果が認められているものであるため、効果の確かさにも軍配が上がります。
| 1日の服用回数 | 1回 |
|---|---|
| 1回の服用量 | 1mg |
| 服用のタイミング | 指定なし |
| 服用間隔 | 毎日 |
| 商品名 | プレモン | エチニラ | オエストロジェル | イブケア | メノサン | リバイアル | エストロフェム |
|---|---|---|---|---|---|---|---|
| 商品画像 |  |  |  |  |  |  |  |
| 特徴1 | 日本で処方されるプレマリンと同一成分 | 女性ホルモン補充で心身の不調を解消! | 塗布することで更年期の不調を解消 | ・幅広い年齢の女性が摂取できる | ・閉経後のホルモン調整にも効果的 | ・更年期障害や骨粗鬆症対策に効果的 | シンプルに飲んで効く内服薬 |
| 特徴2 | 価格は先発薬(プレマリン)の約1/6 | 美肌効果も期待できる | 1本で約1ヶ月間使える | ・心と体にあらわれる症状の対策に効果的 | ・卵巣や子宮の健康をサポートする | ・手軽にホルモンバランスを整えられる | 1錠を分割することでコストダウン可 |
| 内容量 | 0.625mgx112錠 | 0.05mgx112錠 | 80gx1本 | 30錠 | 60錠 | 2.5mgx30錠 | 2mg28錠x1箱 |
| 価格 | 4,060円 | 5,560円 | 5,760円 | 2,000円 | 2,490円 | 7,560円 | 4,560円 |
本製品は海外製のため、期限表記が日本と異なる場合がございます。
パッケージ裏面や側面、シートなどに以下のような表記がされています。
| EXP | 使用期限 例:EXP 12/2025→2025年12月まで使用可 |
|---|---|
| MFG または MFD | 製造日 例:MFG 03/2023 |
| BEST BEFORE | 品質が最も安定している目安日 |
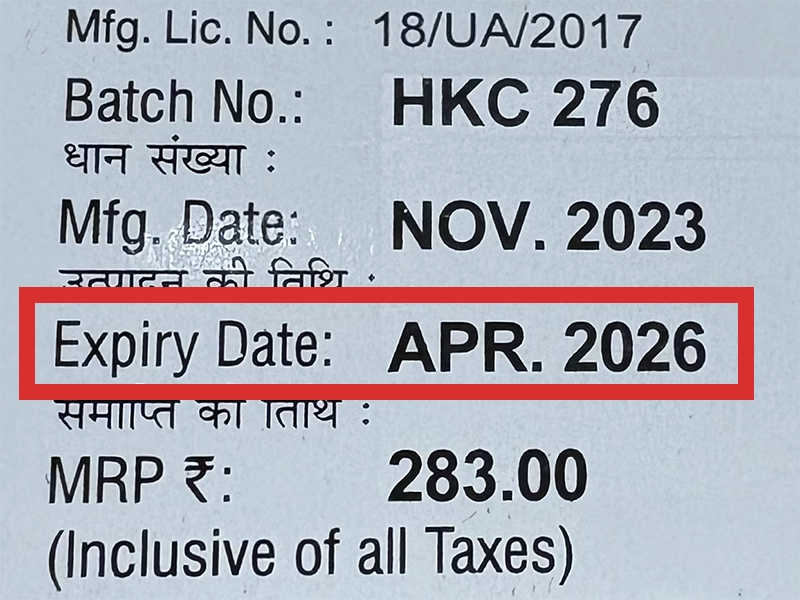
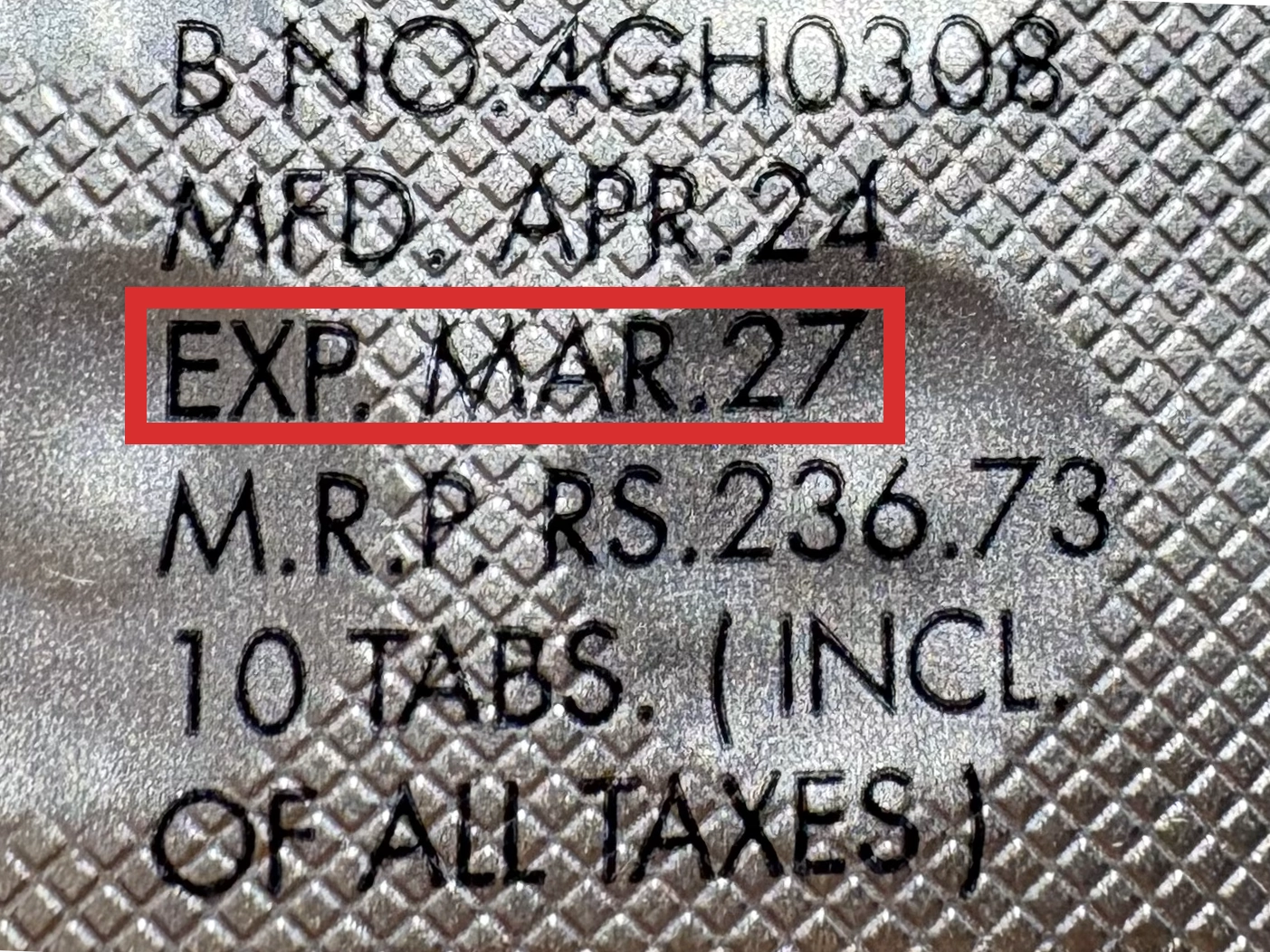
※国や製品により日付の並び(例:月/年、日/月/年)が異なる場合がありますのでご注意ください
EXP(Expiry Date) の表記がなく、MFG または MFDしか記載がないケースがあります。
この場合は MFG(MFD) から2~3年が使用期限の目安です。
※「LOT」や「BATCH」の表記は製造番号であり期限ではありません。

パッケージ例となります。
商品やご注文単位によってはシート単位でのお届けとなる場合が御座います。
外箱に当サイト名や商品名が記載されることはないため、ご家族や配達員など第三者に内容を知られることは御座いません。
更年期の予防として使用していますが、ホルモンバランスが整って日々の疲れが軽減されている印象です。保険適用外なので通販でお安く買えるココロさんに感謝しています。
乳がんの治療目的で服用している50代の主婦です。更年期になってから乳がんが起こりやすいので、皆さんもお気を付けください
4年前に乳がんになってしまい、再発率も高いという事で予防目的でアリミデックスを使用しています。今のところ順調ですが、倦怠感が強い日があり、副作用かなと思っています。
更年期障害の症状が辛く、アリミデックスを試してみました。?1ヶ月ほどでほてりやイライラが軽減され、気持ちが楽になりました。?
家族に乳がんの既往歴があり、予防のためにアリミデックスを飲み始めました。?副作用も少なく、安心して服用できています。?これからも健康維持のために続けていきます。?
商品口コミの投稿は会員のみ行えるようになっております。
お手数ですが会員ログインの上でご投稿頂きますようお願いいたします。
口コミをご投稿頂いたお客様にはポイントをプレゼントさせて頂いております。
文章のみであれば100ポイント、文章+写真付きのものは300ポイントをプレゼントさせて頂きます。
規約や詳細などはこちらをご確認くださいませ。