174センチ、95キロに到達しダイエットを決意!毎日二人前くらい食べていた自分が1日1食で十分になりました。2ヵ月で7キロ痩せています。

左記クレジットカード、銀行振込、コンビニ決済に対応
左記クレジットカード、銀行振込、コンビニ決済に対応





更新日:2025/6/28
グルコバイは、ドイツに本社がある大手メーカーのバイエル(Bayer)が製造を手がける医薬品です。
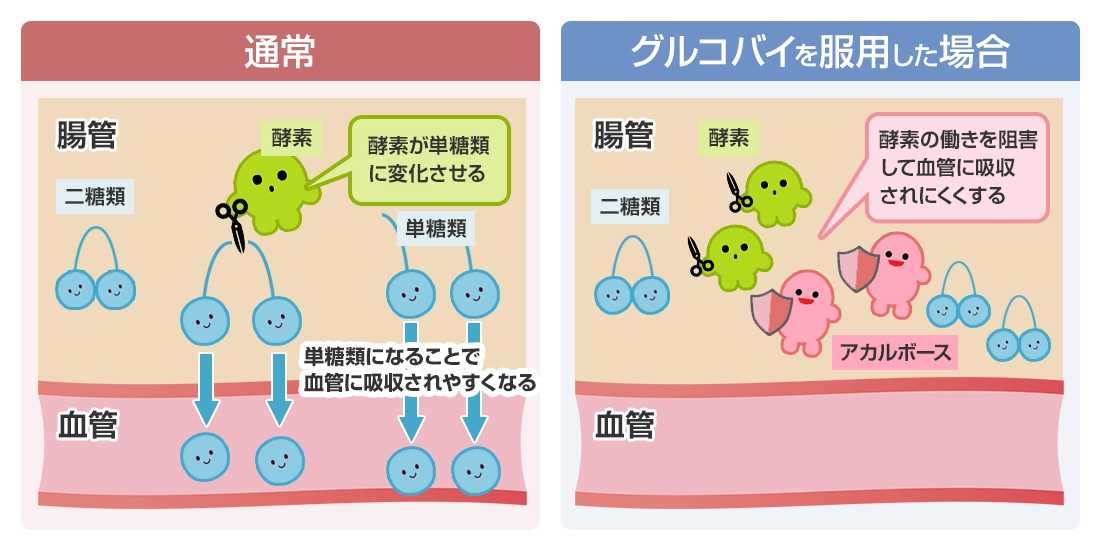
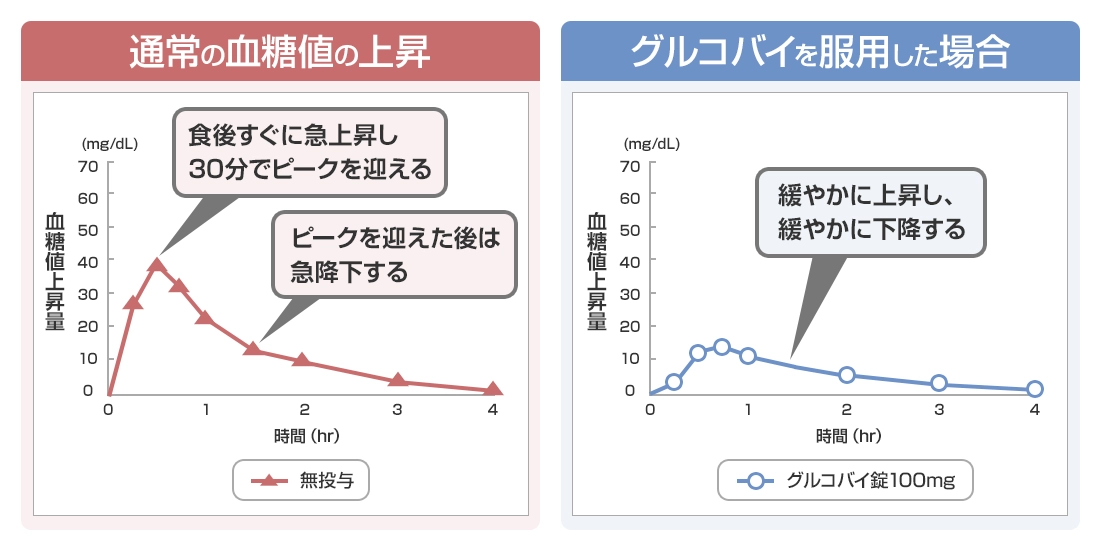
有効成分(アカルボース)の作用により、食後の血糖値急上昇を抑えることができます。
| メーカー | バイエル(Bayer) |
|---|---|
| 有効成分 | アカルボース |
| 効果 | 糖尿病の改善 |
| 副作用 | 下痢や腹痛など |
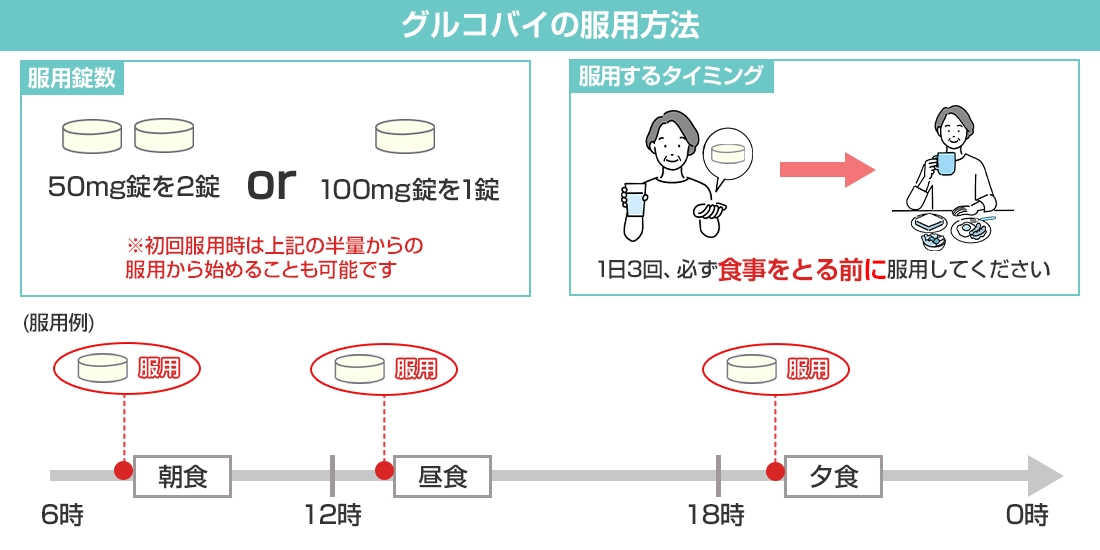
| 用法 | 1日3回(朝・昼・夕)、食事前に服用 |
アカルボースには、食事によって摂取した糖質が体内に吸収されることを防ぐ作用があります。糖質を分解・吸収するためのα-グルコシダーゼ(酵素)の働きを阻害することで、効果を発揮します。
グルコバイには、1錠あたり50mgのアカルボースが配合されています。

| 個数 | 販売価格(1錠あたり) | 販売価格(箱) | ポイント | 購入 |
|---|---|---|---|---|
| 90錠 | 30円 | 2,700円 | 81pt | |
| 180錠 | 27円 | 4,860円 | 145pt | |
| 270錠 | 24円 | 6,480円 | 194pt |
| 個数 | 販売価格(1錠あたり) | 販売価格(箱) | ポイント | 購入 |
|---|---|---|---|---|
| 90錠 | 50円 | 4,500円 | 135pt |






①1万円以上で送料無料
1回の注文で10,000円以上だった場合、1,000円の送料が無料となります。
まとめ買いをすると1商品あたりのコストパフォーマンスが高くなるためおすすめです。
②プライバシー守る安心梱包
外箱に当サイト名や商品名が記載されることはないため、ご家族や配達員など第三者に内容を知られることは御座いません。

③100%メーカー正規品取り扱い
当サイトの商品は100%メーカー正規品となっており、第三者機関による鑑定も行っております。
商品の破損などがあった場合は再配送などにて対応させて頂きますので、ご連絡頂ければ幸いです。

④いつでも購入可能 処方箋不要
サイト上では24時間いつでもご注文を受けております。
また、お電話によるご注文も受け付けておりますのでネットが苦手な方はお気軽にどうぞ。

⑤商品到着100%
商品発送後はお荷物の追跡状況が分かる追跡番号をご案内させて頂きます。
郵便局には保管期限がありますのでご注意ください。
・自宅配達で不在だった場合の保管期限・・・16日間前後
・郵便局留めとした場合の保管期限・・・7~30日間

⑥コンビニ決済利用可能
ご近所のコンビニにていつでもお支払可能です。
セブンイレブンに限り店舗での機械操作を必要とせず、手続き完了後に表示されるバーコードや払込票番号をレジに提示することでお支払い頂けます。

グルコバイ 50mg x 90錠
2,700円
ポイント:81pt
10,000円以上購入で送料無料
在庫あり

174センチ、95キロに到達しダイエットを決意!毎日二人前くらい食べていた自分が1日1食で十分になりました。2ヵ月で7キロ痩せています。
値段は安いけど効果があるかは微妙ですね。
糖尿病の改善のために使われます。特に食事や運動だけでは血糖コントロールがうまくいかない場合の、食後の急な血糖上昇を抑えるために使われます。
グルコバイはインスリンの分泌を直接増やす薬ではありません。食べた糖分の消化・吸収を緩やかにすることで血糖の急上昇を防ぐ働きがあります。
グルコバイは主に食後の血糖上昇を抑える薬なので、空腹時の血糖値にはあまり影響しません。食後に血糖値が急上昇するといったような場合に役立てられています。
グルコバイ自体は体重を減らす薬ではありませんが、血糖値の急上昇を抑えることで、食べ過ぎや体重増加を防ぎやすくなると考えられています。
グルコバイは、毎食の直前に飲む薬です。食事をとるすぐ前に飲むことで、食後の血糖値の急な上昇を抑える効果が期待できます。逆に言うと、食事をしない場合は服用する必要はありません。
グルコバイは少量の水またはぬるま湯で飲むのが基本です。水なしで飲むと喉に引っかかったり吸収が不安定になることがあるので、水と一緒に飲むようにしましょう。
グルコバイを飲み忘れた場合は、食事をとった直後でもすぐに飲んでください。ただし、食事をとらなかった場合は飲まないようにしましょう。
グルコバイは食後ではなく、食事の直前に飲むのが効果的です。食後に飲んでも十分な効果が得られない可能性があるので、タイミングを守ることが大切です。
お腹が張ったり、ガスがたまりやすくなることがあります。ほとんどは軽い症状ですが、続くようなら先生に相談してください。
はい、グルコバイの副作用で軟便や下痢が起こることがあります。ひどくなる場合は、無理せず先生に相談してください。
グルコバイを飲んでいて皮膚にかゆみや発疹が出た場合は、アレルギー反応の可能性があるので、すぐに服用を中止して先生に相談しましょう。
特別に禁止されている飲み物はありませんが、腸に刺激を与えるもの(強いアルコールなど)は控えめにするのが無難です。心配な場合は先生に相談してください。
| 1日の服用回数 | 3回 |
|---|---|
| 1回の服用量 | 100mg |
| 服用のタイミング | 食前 |
| 服用期間 | 6時間以上 |
| 商品名 | アマリール | ゾメット(メトグルコジェネリック) | オングリザ | グリナイズXL | スーグラ | クターン | インボカナ |
|---|---|---|---|---|---|---|---|
| 商品画像 |  |  |  |  |  |  |  |
| 特徴1 | ・安全性が高い血糖降下剤 | ・体重増加を起こしにくい | ・血糖に依存して緩やかに効果を発揮する | ・糖尿病による合併症を予防できる | ・1型・2型糖尿病どちらにも効果的 | ・2つの成分が血糖値を正常に導く | ・ジェネリック医薬品だから安価 |
| 特徴2 | ・厚生労働省認可なので安全 | ・後発医薬品だから低価格 | ・低血糖や体重増加の心配も少ない | ・速やかに血糖値が下がる | ・国内承認薬で安心 | ・FDAで承認されている2型糖尿病治療薬 | ・国内処方もされている成分だから安心 |
| 内容量 | 1mgx30錠 | 500mgx100錠 | 5mgx28錠 | 5mg100錠x1箱 | 25mg100錠x1箱 | 5mg/10mg28錠x1箱 | 100mg30錠x1箱 |
| 価格 | 4,260円 | 4,000円 | 6,300円 | 4,560円 | 31,500円 | 11,860円 | 6,960円 |
| スルホニルウレア系薬剤 (糖尿病用薬) | オイグルコン、グリベンクラミド錠等 |
|---|---|
| スルホンアミド系薬剤 (糖尿病用薬) | マフェニド、スルファセタミド等 |
| ビグアナイド系薬剤 (糖尿病用薬) | グリコラン、メトグルコ等 |
| インスリン製剤 (糖尿病用薬) | ノボリン、ヒューマリン等 |
| インスリン抵抗性改善剤 (糖尿病用薬) | グリコラン、メトグルコ等 |
| 速効型食後血糖降下剤 (糖尿病用薬) | シュアポスト、レパグリニド等 |
| 上記糖尿病用薬とその血糖降下作用を増強する薬剤 | β遮断剤、サリチル酸剤、モノアミン酸化酵素阻害剤等 |
| 上記糖尿病用薬とその血糖降下作用を減弱する薬剤 | アドレナリン、副腎皮質ホルモン、甲状腺ホルモン等 |
| ジゴキシン | シゴシン等 |
| ラクツロース | モニラック、ラグノス等 |
| ラクチトール水和物 | ポルトラック |
| 炭水化物消化酵素製剤 | ジアスターゼ等 |
| 5%以上 | 5%未満 | 頻度不明 | |
| 消化器 | 腹部膨満・鼓腸、放屁増加、軟便 | 排便回数増加、下痢、腹痛、便秘、嘔気、嘔吐、食欲不振、食欲亢進、消化不良 | 口渇、腸管のう腫状気腫症 |
| 過敏症 | 発疹、そう痒 | ||
| 精神神経系 | 頭痛・頭重感、めまい、しびれ感 | ||
| 肝臓 | AST上昇、ALT上昇、γ-GTP上昇、Al-P上昇、LDH上昇 | ||
| 血液 | 白血球減少、血小板減少 | 貧血 | |
| その他 | 胸部圧迫感 | 浮腫、ほてり、味覚異常、頻尿 |
本製品は海外製のため、期限表記が日本と異なる場合がございます。
パッケージ裏面や側面、シートなどに以下のような表記がされています。
| EXP | 使用期限 例:EXP 12/2025→2025年12月まで使用可 |
|---|---|
| MFG または MFD | 製造日 例:MFG 03/2023 |
| BEST BEFORE | 品質が最も安定している目安日 |
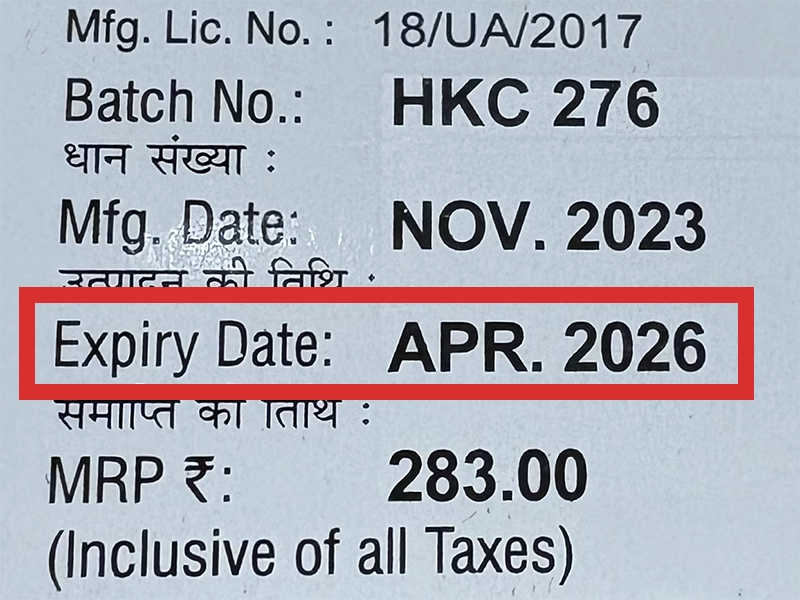
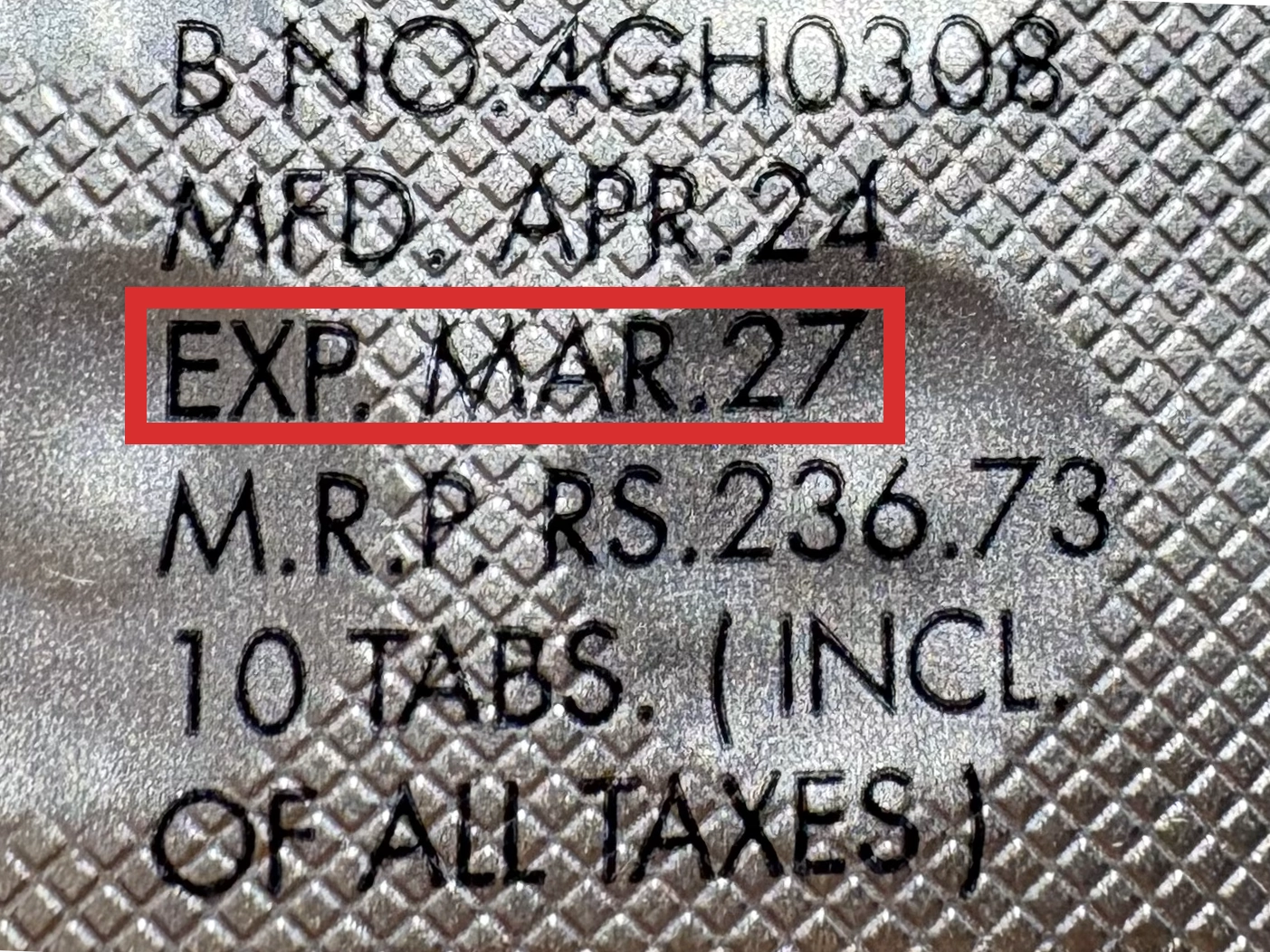
※国や製品により日付の並び(例:月/年、日/月/年)が異なる場合がありますのでご注意ください
EXP(Expiry Date) の表記がなく、MFG または MFDしか記載がないケースがあります。
この場合は MFG(MFD) から2~3年が使用期限の目安です。
※「LOT」や「BATCH」の表記は製造番号であり期限ではありません。

パッケージ例となります。
商品やご注文単位によってはシート単位でのお届けとなる場合が御座います。
外箱に当サイト名や商品名が記載されることはないため、ご家族や配達員など第三者に内容を知られることは御座いません。
糖尿病の治療薬としてグルコバイを服用中となります。自分にとっては血糖値の急上昇は命の危険にも繋がるので飲み会や会食の時は必ず服用して予防しています。痩せた?と言われる事が最近増えました(*^^*)あと、お酒が弱くなっている気がするので深酒はしないよう注意したい。
174センチ、95キロに到達しダイエットを決意!毎日二人前くらい食べていた自分が1日1食で十分になりました。2ヵ月で7キロ痩せています。
炭水化物ダイエットの補助薬として使用を開始しましたが思ったよりも効果を感じます。血糖値を下げるだけではなく、食事量の減少などにも繋がっているのでこのまま痩せたいなと思います。
糖尿病あるあるかと思いますが、食事後の血糖値が爆上がりするとボーっとしてしまい倦怠感や眠気に襲われてしまいます。血糖値の上昇を抑えてくれるので仕事に集中できる時間が増えて公私ともに良い影響をもたらしてくれます。ダイエットにも効果があるのがわかります。
炭水化物が大好きなので、夜の食事前には必ず飲むようにしています。まだ少ししか痩せていませんが太らなくなっているのは凄く実感できます。
商品口コミの投稿は会員のみ行えるようになっております。
お手数ですが会員ログインの上でご投稿頂きますようお願いいたします。
口コミをご投稿頂いたお客様にはポイントをプレゼントさせて頂いております。
文章のみであれば100ポイント、文章+写真付きのものは300ポイントをプレゼントさせて頂きます。
規約や詳細などはこちらをご確認くださいませ。