

媚薬を追い求めていろんな商品を使いましたが、女性の評価が高かったのはコレでしたね。

左記クレジットカード、銀行振込、コンビニ決済に対応
左記クレジットカード、銀行振込、コンビニ決済に対応


更新日:2025/6/18

| 個数 | 販売価格(1本あたり) | 販売価格(箱) | ポイント | 購入 |
|---|---|---|---|---|
| 1本 | 4,780円 | 4,780円 | 143pt | |
| 3本 | 3,186円 | 9,560円 | 286pt |






①1万円以上で送料無料
1回の注文で10,000円以上だった場合、1,000円の送料が無料となります。
まとめ買いをすると1商品あたりのコストパフォーマンスが高くなるためおすすめです。
②プライバシー守る安心梱包
外箱に当サイト名や商品名が記載されることはないため、ご家族や配達員など第三者に内容を知られることは御座いません。

③100%メーカー正規品取り扱い
当サイトの商品は100%メーカー正規品となっており、第三者機関による鑑定も行っております。
商品の破損などがあった場合は再配送などにて対応させて頂きますので、ご連絡頂ければ幸いです。

④いつでも購入可能 処方箋不要
サイト上では24時間いつでもご注文を受けております。
また、お電話によるご注文も受け付けておりますのでネットが苦手な方はお気軽にどうぞ。

⑤商品到着100%
商品発送後はお荷物の追跡状況が分かる追跡番号をご案内させて頂きます。
郵便局には保管期限がありますのでご注意ください。
・自宅配達で不在だった場合の保管期限・・・16日間前後
・郵便局留めとした場合の保管期限・・・7~30日間

⑥コンビニ決済利用可能
ご近所のコンビニにていつでもお支払可能です。
セブンイレブンに限り店舗での機械操作を必要とせず、手続き完了後に表示されるバーコードや払込票番号をレジに提示することでお支払い頂けます。

アドバンテージDX 30ml x 1本
4,780円
ポイント:143pt
10,000円以上購入で送料無料
在庫あり

媚薬を追い求めていろんな商品を使いましたが、女性の評価が高かったのはコレでしたね。
飲み物に入れてセフレに飲んでもらったけど、特に何もなかったらしい。少しがっかりした。まあ本当に効果がある媚薬は少ないわな・・・。
配合成分のヨヒンベが末梢血管を広げて血流を促し、性欲を高めたりEDの改善をサポートします。また、オキシトシンは愛情ホルモンと呼ばれ、積極的行動や社交性が向上するとされています。
指定の量よりも多く使ったとしても効果が高まることはありません。適切な使用法を守ってお使いください。
継続して摂取することで、十分な効果を感じることができるようになると考えられます。
アドバンテージDXは舌下に滴下して摂取するサプリメントとなっています。そのため、飲み物に混ぜて摂取した場合は十分な効果を得ることができない可能性があります。
妊娠中や授乳中の方の使用は推奨されていません。ですが、基本的には天然成分で作られているサプリメントなので、幅広い方にお使いいただけるようにはなっています。
併用すること自体は可能ですが、相乗効果が働くかどうかについては併用するサプリによって変わります。
| 1日の服用回数 | 1回 |
|---|---|
| 1回の服用量 | 1~3滴 |
| 服用のタイミング | 性行為の1時間ほど前 |
| 服用間隔 | 24時間 |
| 商品名 | チョコレートラブDX | オキシトシン・ラブ | 威覇クリーム | ネクサスフェロモンズスプレー | フェロモアF | フェロモアG | フェロモアL | オールナイトロング | ターンオフザライツ |
|---|---|---|---|---|---|---|---|---|---|
| 商品画像 |  |  |  |  |  |  |  |  |  |
| 特徴1 | カカオのパワーで性欲を増進! | 「絆ホルモン」オキシトシンを補充 | 漢方の「媚薬の王様」を配合 | ・約12年にわたる研究で効果が実証されている | ・誰でも手軽に使えるフェロモン香水 | ・同性にも効果が期待できるフェロモン香水 | ・積極性を高めアプローチを成功しやすくする | ・異性を惹きつける効果があるフェロモン香水 | ・性的魅力を相手に感じさせるフェロモン香水 |
| 特徴2 | 「アマゾンの媚薬」ガラナのエキスを配合 | 男性機能の向上も期待できる | 男性用と女性用の2種類あり | ・普通の香水と似たような感覚で使用できる | ・複数のホルモンがフェロモン効果を発揮する | ・性機能を高める成分も配合されている | ・女性が同性相手に使用することができる | ・持ち運びに優れたロールオンタイプを採用 | ・女性らしさを高める香り成分も配合 |
| 内容量 | 30mlx1本 | 30mlx1本 | 男性用x1箱 | 1本 | 20mlx1本 | 20mlx1本 | 20mlx1本 | 12mlx1本 | 12mlx1本 |
| 価格 | 4,980円 | 5,400円 | 2,700円 | 6,400円 | 4,280円 | 4,280円 | 4,280円 | 2,700円 | 2,700円 |
本製品は海外製のため、期限表記が日本と異なる場合がございます。
パッケージ裏面や側面、シートなどに以下のような表記がされています。
| EXP | 使用期限 例:EXP 12/2025→2025年12月まで使用可 |
|---|---|
| MFG または MFD | 製造日 例:MFG 03/2023 |
| BEST BEFORE | 品質が最も安定している目安日 |
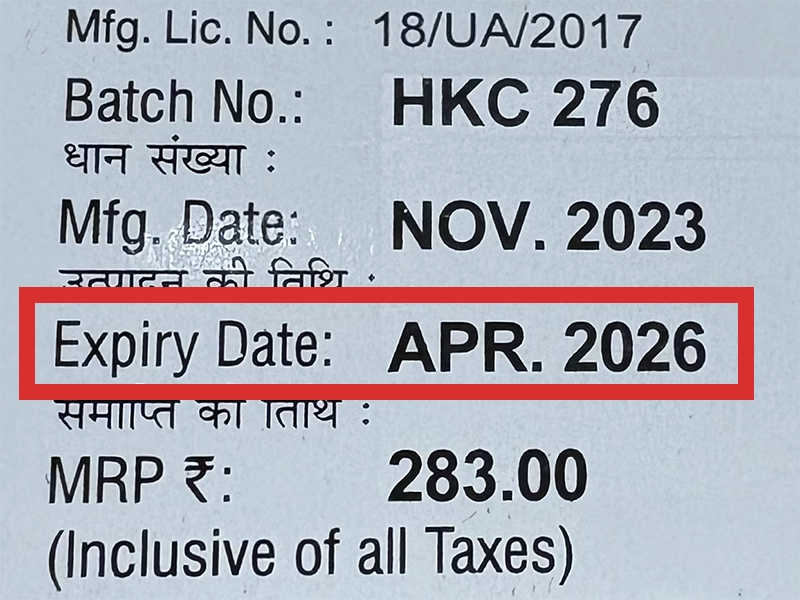
※国や製品により日付の並び(例:月/年、日/月/年)が異なる場合がありますのでご注意ください
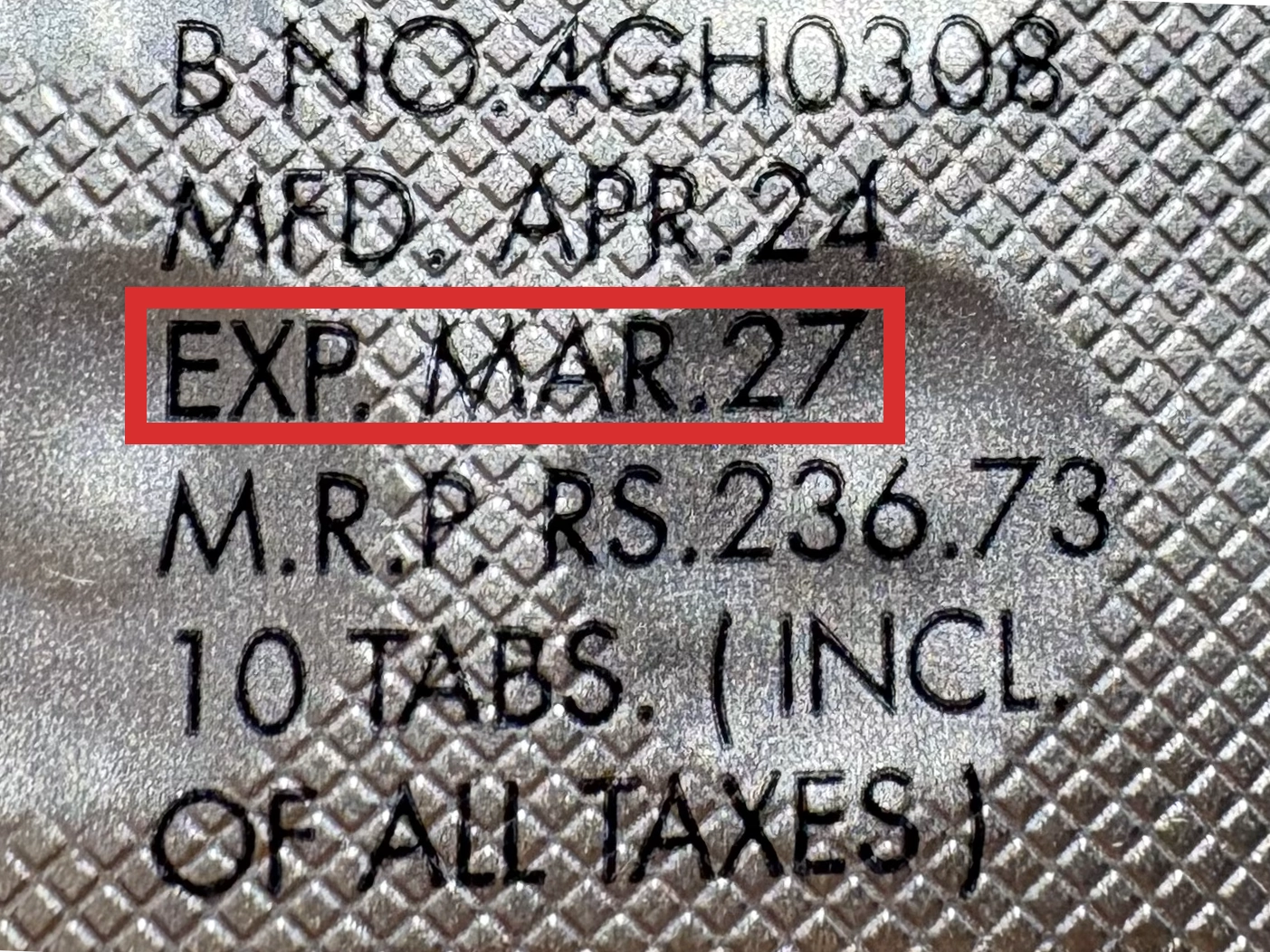
EXP(Expiry Date) の表記がなく、MFG または MFDしか記載がないケースがあります。
この場合は MFG(MFD) から2~3年が使用期限の目安です。
※「LOT」や「BATCH」の表記は製造番号であり期限ではありません。

パッケージ例となります。
商品やご注文単位によってはシート単位でのお届けとなる場合が御座います。
外箱に当サイト名や商品名が記載されることはないため、ご家族や配達員など第三者に内容を知られることは御座いません。
媚薬を追い求めていろんな商品を使いましたが、女性の評価が高かったのはコレでしたね。
彼女と一緒に愛用しています。AVのような媚薬ではないけど、彼女は飲んだ方が気持ちいいって言ってるので最近は毎回使って楽しんでます。
最初は半信半疑だったけど、使ったら30分くらいで体がポカポカしてきていつもより感度があがった気がします!彼も驚いていました!これからは特別な日に使います!
飲んでからしばらく待つと、なんとなくリラックスしてきていつもより気持ちが入りやすくなった気がします。思ったより時間がかかる感じがあるので1時間くらい前に使うのがちょうどいいかも。
確かに感度はあがったような気はするけれども、期待していたほど劇的に変わる、って感じじゃなかった。体調の問題とかもあるのかな?もう少し試してみます!
商品口コミの投稿は会員のみ行えるようになっております。
お手数ですが会員ログインの上でご投稿頂きますようお願いいたします。
口コミをご投稿頂いたお客様にはポイントをプレゼントさせて頂いております。
文章のみであれば100ポイント、文章+写真付きのものは300ポイントをプレゼントさせて頂きます。
規約や詳細などはこちらをご確認くださいませ。